
Idiomas



Conformadora para barandillas viales


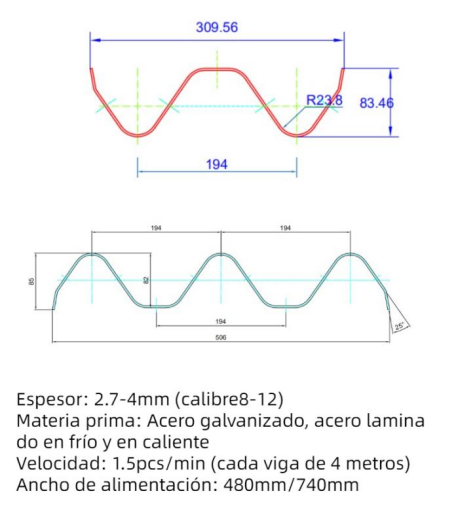
La máquina puede producir barrerasde carretera de dos ondas (W barandillas) y de tres ondas (Guardavía de viga thrie).
Forma de cambiar el perfil de 2 ondas a 3 ondas: Cambiar manualmente las 5 estaciones de conformación de los rodillos de acuerdo a nuestro dibujo.

El grosor del perfil es calibre 8-12, es decir, de 2.7-4 mm. Las bobinas de acero utilizadas pueden ser de acero galvanizado, acero laminado en frío o acero laminado en caliente. La línea de producción puede producir 1.5 perfiles por minuto (considerando una longitud de perfil de 4 metros). El ancho de alimentación es de 480 mm (doble onda) y 740 mm (triple onda).
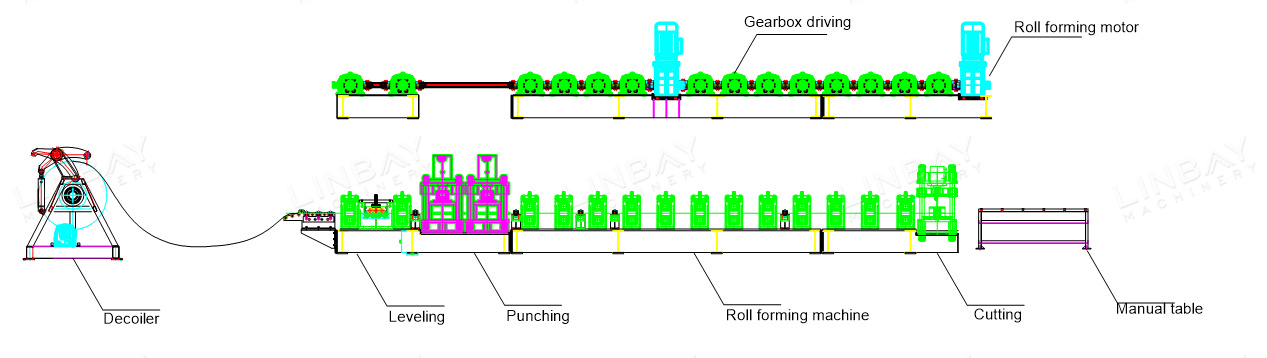
Desbobinador--Aplanador--Prensa hidráulica--Conformadora--Corte hidráulico--Apilador automático
| Conformadora para barandillas viales | ||
| Item | Configuración optional | |
| Materia prima : | Acero galvanizado | Espesor(MM): 2.7-4mm/calibre8-12 |
| Acero laminado en fío y en caliente | ||
| Velocidad de la línea | 0-6m/min | 1.5pcs/min (cada viga de 4 metros de largo) |
| Desbobinador | Hidráulico | |
| Capacidad de carga de desbobinador | 10 Ton | |
| Ancho de la bobina de alimentación | 480mm/740mm | |
| Número de rodillos de aplanador | 4 rodillos de presión + 7 rodillos de nivelación | |
| Diámetro de rodillos de presión | φ90 mm | 40Cr, HRC55°-58°, cromado |
| Diámetro de rodillos de nivelación | φ120 mm | 40Cr, HRC55°-58°, cromado |
| Prensa hidráulica | 3 segundos/punzonado | |
| Número de estación | 2 estaciones | |
| Materia prima de la plantilla superior e inferior | A3 | |
| Materia prima de la matriz | SKD-11 | |
| Número de moldes de perforación | 1 juego | |
| Potencia del motor hidráulico | 22 kw suministrada por la estación hidráulica | |
| Potencia de motor de conformadora | 22kw*2 | 5 años de garantía |
| Sistema de transmisión : | Caja de engranaje | |
| Estructura de la máquina: | Hierro forjado 60mm | |
| Pasos de conformado | 17 pasos | |
| Materia del eje | 40Cr | |
| Material de los rodillos : | Cr15 | 5 años de garantía |
| Diámetro del eje | φ110 mm | 5 años de garantía |
| Forma de corte | Corte hidráulico | A máquina parada |
| Velocidad de corte | 3 segundos/corte | |
| Potencia de motor hidráulico | 22kw | |
| Ancho de pérdidas | 20mm | |
| Materia prima de cuchillas | Cr12Mov | 2 juegos |
| Marca de encoder | Koyo | |
| Tolerancia de longitud | ≤+/- 1mm | |
| Apilador automático | 0-15m/min | |
| Logitud del apilador | 4300mm | |
| Capacidad de carga | 3 Ton | |
| Potencia del motor para arriba y abajo | 3kw | |
| Potencia del motor para derecha e izquierda | 1.5kw | |
| Tamaño del apilador | 4.5m*1.6m*1m | |
| Marca de la estación hidráulica | Wuxi Wansheng 22kw | Tiene un sistema de refrigeración por ventilador |
| Inversor : | Marca Yaskawa | |
| PLC : | Marca Siemens | |
| HMI : | Marca MCGS | |
| Lengua : | Español | |
| Electricidad : | 380V 50Hz 3Ph | * O Según su requisito |
| Color de la máquina : | Azul y naranja | * O Según su requisito |
| Entrega : | 120 Días | |
| Contenedor | 2*40GP | |
| Peso total | 38tons | |
| Dimensiones : | 26.3m*2.5m*1.5m | |

Esta línea de producción está equipada con una desenrolladora hidráulica de 10 toneladas, debido a que el material de bobina de acero utilizado para producir las barreras viales es relativamente grueso y ancho, con un espesor de 2.7-4 mm y anchos de 480 mm y 740 mm, que corresponden respectivamente a las barreras de doble onda y triple onda. La contracción, tensión y avance de la bobina de acero pueden realizarse automáticamente. Además, en la desenrolladora se instalará un brazo de presión para sujetar la bobina de acero y proteger al trabajador de posibles lesiones causadas por el rebote de la bobina.
Antes del conformado, la bobina de acero necesita ser nivelada. La parte de aplanador consta de 4 rodillos de alimentación y 7 rodillos enderezadores. Los rodillos de alimentación tienen un diámetro de 90 mm y los rodillos enderezadores tienen un diámetro de 120 mm. Debido a que la bobina de acero es más gruesa, necesitamos usar rodillos con un diámetro más grande. Después del enderezado, se libera la tensión interna en la bobina de acero. Normalmente, si se requiere perforar, es necesario enderezar la bobina de acero. En este caso, el aplanador está conectada a la máquina conformadora. La niveladora cuenta con un dispositivo de elevación que se utiliza para adaptarse a diferentes espesores de bobinas de acero.
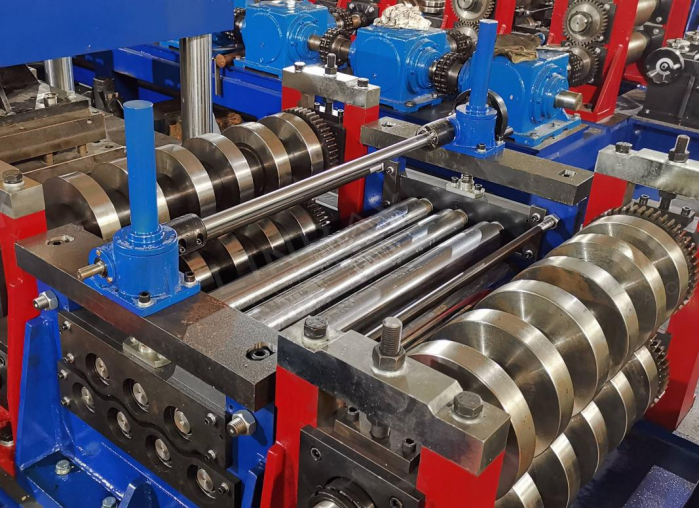
Después del enderezado, viene el paso de perforación. La estación de perforación también está montada en la máquina formadora. Dado que no se requieren agujeros especialmente densos en las barreras, no es necesario utilizar una troqueladora, solo se necesita la estación de perforación. Estos agujeros se utilizan para conectar las barreras y otros perfiles.

Hay un total de 17 estaciones de formación. La estructura de la conformadora es de hierro forjado con la transmisión mediante cajas de engranajes. Esta configuración permite un mejor control de la aceleración y desaceleración de la máquina conformadora, lo que también resulta en una vida útil más prolongada. Ofrecemos una garantía de 5 años para el motor, los rodillos y los ejes.
Esta máquina puede producir dos tipos de barandillas: W y Viga thire. Cuando se necesita cambiar el patrón de producción, solo es necesario ajustar 5 de las estaciones de formación, lo que lleva aproximadamente 30 minutos en total.
![]()
El corte hidráulico consta de tres cuchillas, y produce desechos durante el corte. El grosor de los desechos está determinado por el grosor de la cuchilla intermedia, que es de 20 mm. Normalmente, la longitud es de 4 m, pero el cliente también puede ajustar la longitud de corte según sus necesidades desde el tablero. La longitud es programable. La superficie del perfil resultante no presenta rasguños ni marcas, esto indica un diseño de rodillos adecuado y eficiente.

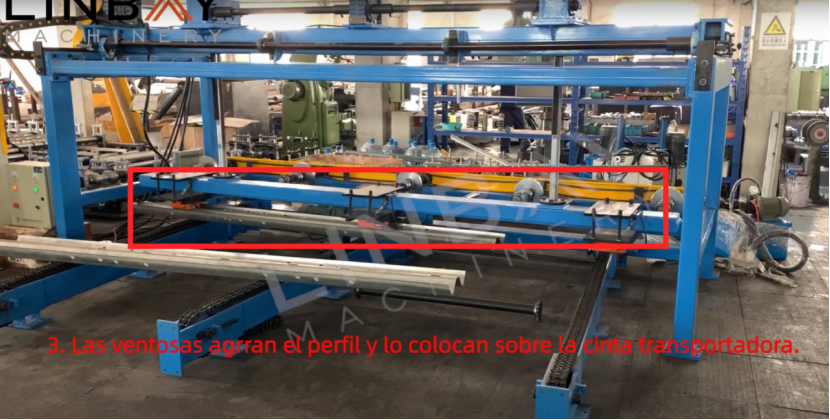
Comparado con la mesa de salida tradicional sin potencia, el cliente optó por el apilador automático. El apilador automático puede completar eficientemente el apilado de los perfiles después del corte. Después de que el perfil se corta, se envía al apilado automático, donde las ventosas sujetan el perfil y lo colocan sobre la cinta transportadora, completando así el proceso de apilado.



A petición del cliente, ofrecemos la posibilidad de que un ingeniero se desplace a su fábrica para la instalación y puesta en marcha de la máquina, y a partir de 2024 el servicio postventa de Linbay será prestado por LINBAY ROLADORAS MEXICO. Los gastos de desplazamiento, alojamiento, manutención y los gastos de instalación y puesta en marcha del ingeniero correrán a cargo del cliente.

- México Unicanales
- México Unicanales y Drywall
- Chile Postes de estanterías
- Colombia Postes y Vigas de estanterías
- Chile Vigas tipo caja
- Ecuador Chapas metálicas
Productos relativos




CONTACTAR CON LINBAY
Contact US
Product Information
Quantity
Unit
Piece
Support order samples, customization, wholesale direct, and complete payment. If the product you look for does not have corresponding customized content, pls fill out the form below to contact us, and we will reply ASAP.